E6581301
C-7
3
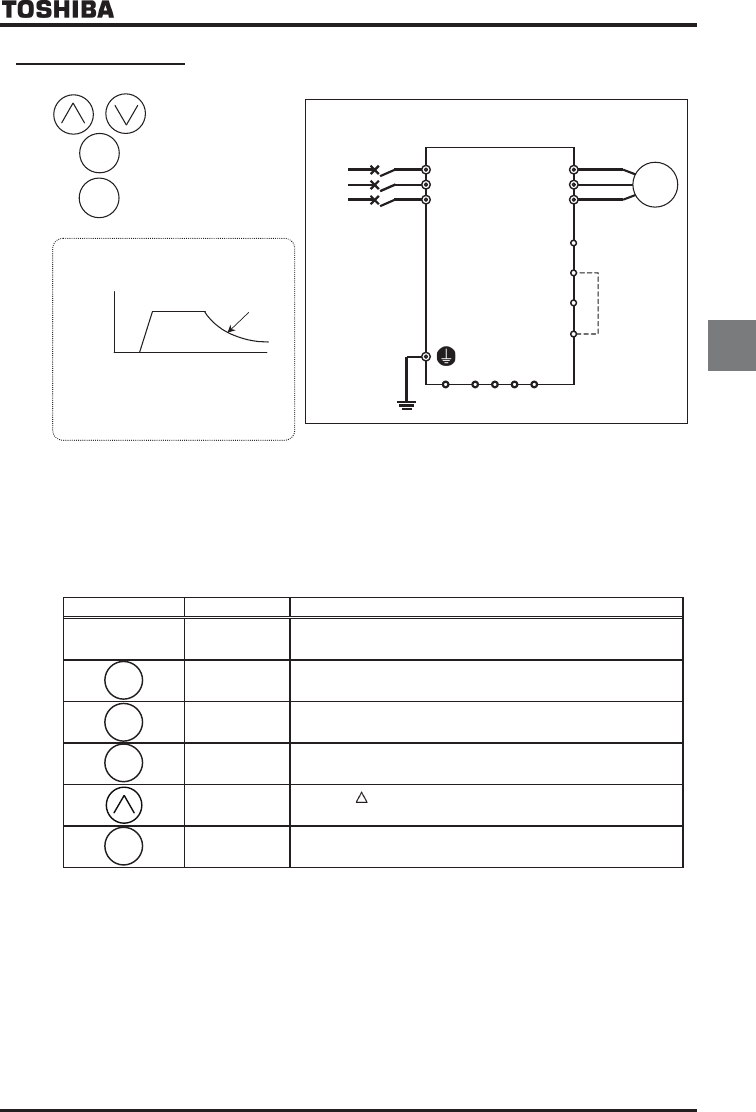
3.2.2 Panel operation
This section describes how to start/stop the motor, and set the operation frequency with the operating panel.
ۻ
For coast stop
Change the setting of the
parameter
H
.
ۻ
The operation frequency can
be changed anytime even
during operation.
Motor
speed
Coast stop
Motor
IM
F
ST
R
R/L1
U/T1
CC
Shorted by a
shorting bar
from the
factory.
(-WN and -HN
products.)
Example of basic connection
S/L2
T/L3
V/T2
W/T3
Power
supply
MCCB
:Set frequency
:
Motor starts
(deceleration stop)
RUN
STOP
RX
VI/II
RR/S4
PP
■Changing parameter settings
For control panel operation, parameter settings need to be changed in advance.
If you use parameter
CW
that makes it possible to select an operation mode in one operation, you can complete
this operation by just making settings once.
Here are the steps to be followed to change the setting to
(frequency setting and operation by means of the
control panel).
[Setting procedure]
Key operated LED display Operation
Displays the operation frequency (operation stopped). (When
standard monitor display selection
H
=
[Output frequency])
Press the EASY key.
CW
CW
(automatic function setting) at the head of the basic parameters
available in quick mode is displayed.
Press the ENTER key to display the parameter setting (Default
setting:
).
Press the key to change the parameter to
(Frequency setting
and operation on operation panel).
⇔CW
Press the ENTER key to save the changed parameter.
CW
and the
parameter are displayed alternately.
*Pressing the MODE key returns the display to standard monitor mode (displaying operation frequency).
MODE
ENT
ENT
EASY