


















3. Setup
3 - 23
3-2-3 Servo parameter list
High-gain specifications
No. Abbrev. Parameter name Explanation
Setting
range (Unit)
SV001 PC1*
Motor side gear
ratio
1 to 32767
SV002 PC2*
Machine side gear
ratio
Set the motor side and machine side gear ratio.
For the rotary axis, set the total deceleration (acceleration) ratio.
Even if the gear ratio is within the setting range, the electronic gears may
overflow and cause an alarm.
1 to 32767
SV003 PGN1 Position loop gain 1
Set the position loop gain. The standard setting is "47".
The higher the setting value is, the more precisely the command can be
followed and the shorter the positioning time gets, however, note that a
bigger shock is applied to the machine during acceleration/deceleration.
When using the SHG control, also set SV004 (PGN2) and SV057 (SHGC).
1 to 200
(rad/s)
SV004 PGN2 Position loop gain 2
When using the SHG control, also set SV003 (PGN1) and SV057 (SHGC).
When not using the SHG control, set to "0".
0 to 999
(rad/s)
SV005 VGN1 Speed loop gain 1
Set the speed loop gain.
Set this according to the load inertia size.
The higher the setting value is, the more accurate the control will be,
however, vibration tends to occur.
If vibration occurs, adjust by lowering by 20 to 30%.
The value should be determined to be 70 to 80% of the value at the time
when the vibration stops.
1 to 999
VGN1
VGN2
VCS VLMT
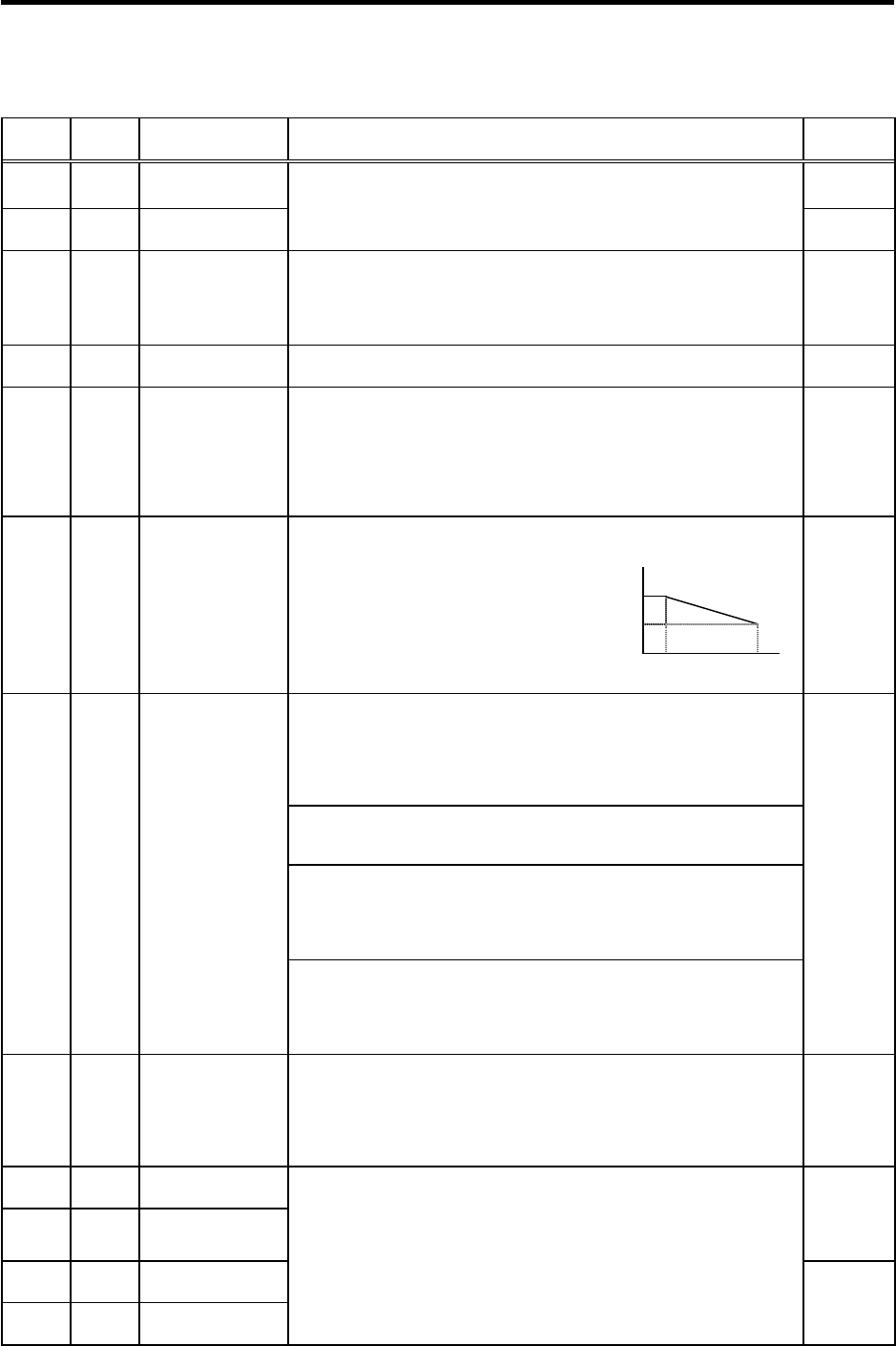
SV006 VGN2 Speed loop gain 2
If the noise is bothersome at high speed
during rapid traverse, etc, lower the speed
loop gain.
As in the right figure, set the speed loop
gain of the speed 1.2 times as fast as the
motor’s rated speed, and use this with
SV029 (VCS).
When not using, set to "0".
0
(Rated speed*1.2)
-1000 to
1000
Set this when the limit cycle occurs in the full-closed loop, or overshooting
occurs in positioning.
Select the control method with SV027 (SSF1)/bit1, 0 (vcnt).
Normally, use "Changeover type 2".
When you set this parameter, make sure to set the torque offset (SV032
(TOF)). When not using, set to "0".
No changeover
When SV027 (SSF1)/bit1, 0 (vcnt)=00
The delay compensation control is always valid.
Changeover type 1
When SV027 (SSF1)/bit1, 0 (vcnt)=01
The delay compensation control works when the command from the NC
is "0".
Overshooting that occurs during pulse feeding can be suppressed.
SV007 VIL
Speed loop delay
compensation
Changeover type 2
When SV027 (SSF1)/bit1, 0 (vcnt)=10
The delay compensation control works when the command from the NC
is "0" and the position droop is "0". Overshooting or the limit cycle that
occurs during pulse feeding or positioning can be suppressed.
0 to 32767
SV008 VIA
Speed loop lead
compensation
Set the gain of the speed loop integration control.
The standard setting is "1364". During the SHG control, the standard
setting is "1900". Adjust the value by increasing/decreasing it by about 100
at a time.
Raise this value to improve contour tracking precision in high-speed
cutting. Lower this value when the position droop vibrates (10 to 20Hz).
1 to 9999
SV009 IQA
Current loop q axis
lead compensation
SV010 IDA
Current loop d axis
lead compensation
Set the gain of current loop.
As this setting is determined by the motor’s electrical characteristics, the
setting is fixed for each type of motor.
Set the standard values for all the parameters depending on each motor
type.
1 to 20480
SV011 IQG
Current loop q axis
gain
SV012 IDG
Current loop d axis
gain
1 to 8192
Parameters with an asterisk * in the abbreviation, such as PC1*, are validated with the NC power turned ON again.