



















4. Servo Adjustment
4 - 18
<Measuring the load inertia>
If the load inertia is not clear, it can be estimated with the following method.
[1] Set the torque offset (SV032: TOF) for the unbalance torque. (Refer to "4-3-5 (1) Unbalance
torque and frictional torque".)
[2] Set JL = 100, OBS1 = 600 and OBS2 =0, and reciprocate the axis within the range that it can
be moved smoothly. Set the acceleration/deceleration time constant so that the
acceleration/deceleration torque is larger than the stall (rated) torque (100% or more).
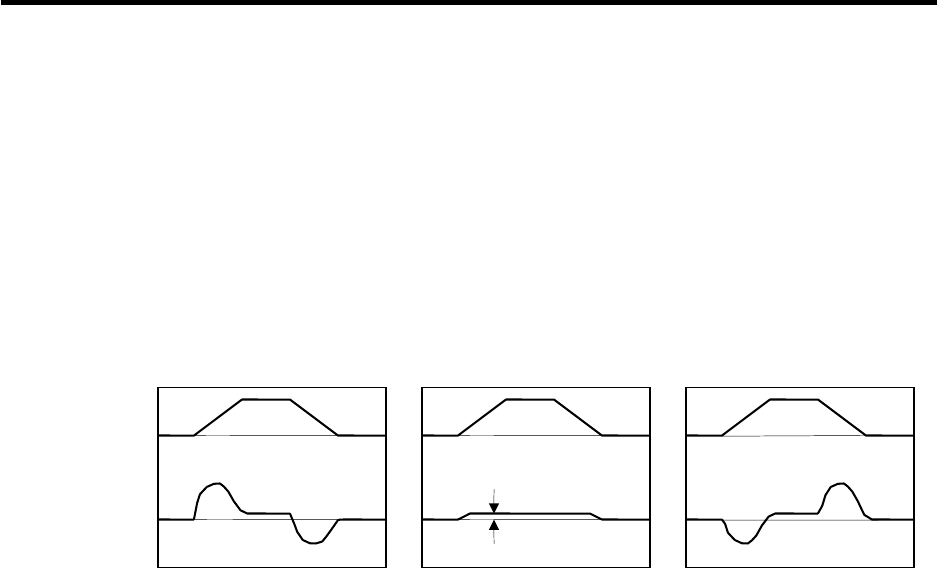
[3] Measure the estimated disturbance torque with the D/A output, and raise JL until the
disturbance torque during acceleration/deceleration is small (until it cannot be observed).
Even if the torque offset is set and JL is an appropriate value, if the axis has a large friction,
the frictional torque will remain in the estimated disturbance torque. Judge the JL setting value,
with frictional torque remaining, as the machine's load inertia scale as shown below.
Speed
command
Estimated
disturbance
torque
0
0
JL: Too small
Time
0
0
JL: Too large
Time
0
0
JL: Appropriate
Time
Frictional
torque