



















4. Servo Adjustment
4 - 29
4-3-6 Improvement of overshooting
The phenomenon when the machine position goes past or exceeds the command during feed
stopping is called overshooting. Overshooting is compensated by overshooting compensation
(OVS compensation).
Overshooting occurs due to the following two causes.
[1] Machine system torsion: Overshooting will occur mainly during rapid traverse settling
[2] Machine system friction: Overshooting will occur mainly during one pulse feed
Either phenomenon can be confirmed by measuring the position droop.
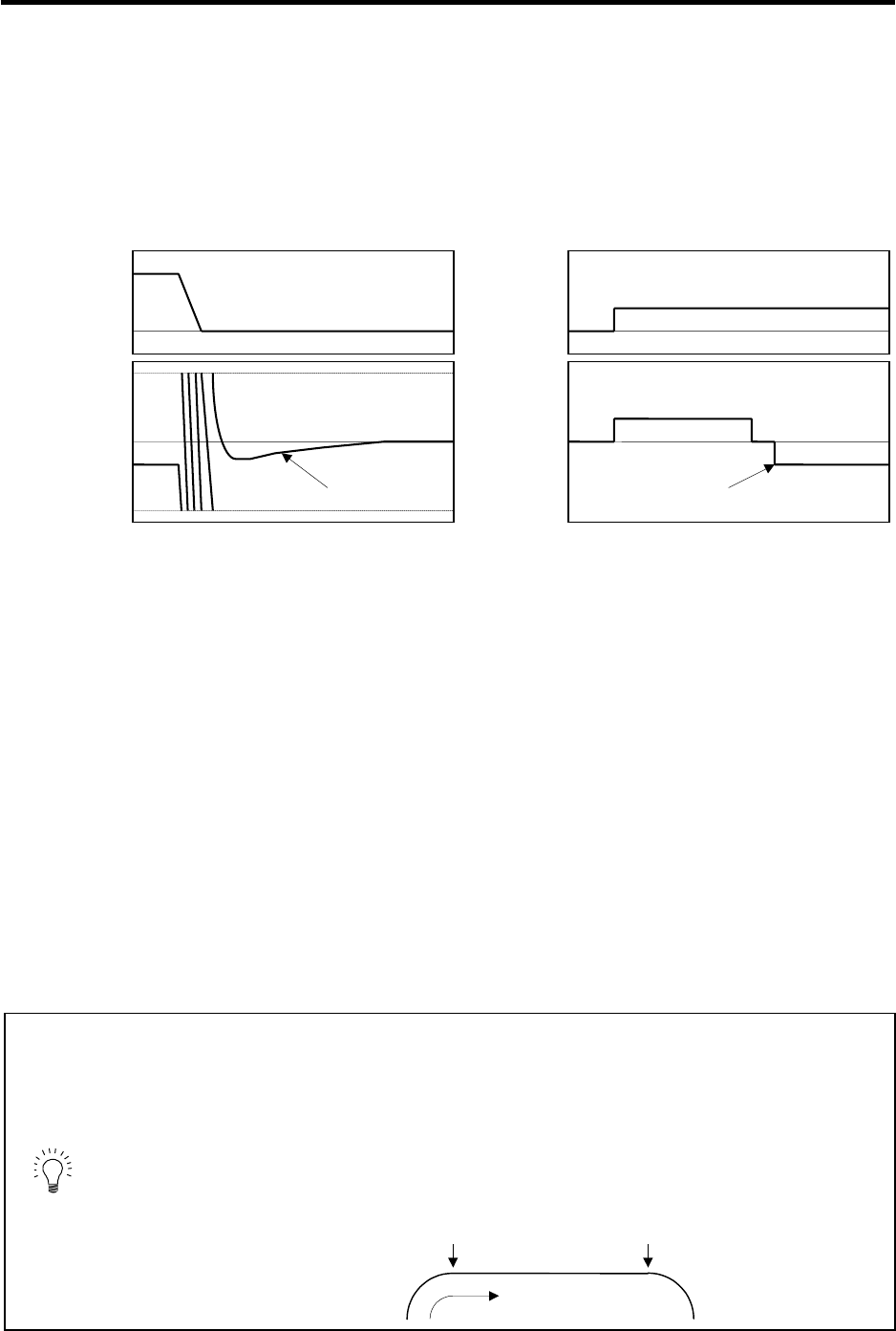
[1] Overshooting during rapid traverse settling [2] Overshooting during pulse feed
(1) Overshooting compensation (OVS compensation)
In OVS compensation, the overshooting is suppressed by subtracting the torque command set in
the parameters when the motor stops. There are three types of OVS compensation. Type 3 is the
standard method. (Types 1 and 2 are for compatibility with older models, and thus explanations
have been omitted.)
OVS compensation type 3 has a compensation effect for the overshooting during either rapid
traverse settling or pulse feed. To compensate overshooting during feed forward control, refer to
the following section "(2) Adjusting for feed forward control".
<Setting and adjustment methods>
[1] Set the servo function selection 1 (SV027: SSF1)/bit A, B. (OVS compensation type 3 will start.)
[2] Observe the position droop waveform using the D/A output, and increase the overshooting
compensation 1 (SV031: OVS1) value 1% at a time. Set the smallest value where the overshooting
does not occur. If SV042 (OVS2) is 0, the overshooting will be compensated in both the
forward/reverse directions with the OVS1 setting value.
[3] If the compensation amount is to be changed in the direction to be compensated, set the + direction
compensation value in OVS1 and the - direction compensation value in OVS2. If only one direction is
to be compensated, set the side not to be compensated as -1. The compensation direction setting will
be as reversed with the NC parameter CW/CCW setting.
POINT
1. When either parameter SV031: OVS1 or SV042: OVS2 is set to 0, the same
amount of compensation is carried out in both the positive and negative
direction, using the setting value of the other parameter (the parameter not
set to 0).
2. To compensate in only one direction, set -1 in the parameter (OVS1 or
OVS2) for the direction in which compensation is prohibited.
3. For contour cutting, the projection at the arc end point is compensated with
OVS compensation. LMC compensation is carried out at the arc starting
point.
Cutting direction
LMC compensation
OVS compensation
0
Position
command
0
Position
droop
Time
Overshoo
t
0
Speed
FB
0
Position
droop
Time
Overshoot