5. Spindle Adjustment
5 - 54
5-3-5 Adjusting the C-axis control
(1) Confirming the default parameters
Confirm that the parameters are correctly set according to the machine specifications. When
carrying out interpolation control with the servo axis, set the following parameters according to the
servo axis specifications.
(a) Position loop gain
When carrying out interpolation control with the servo axis using C-axis control, the C-axis
control and position loop gain for each mode must be set to match the servo axis used for
interpolation control. During C-axis control in this case, the operation is always controlled with
the same position loop gain.
C-axis non-cutting position loop gain SP003 = SV003
First position loop gain for cutting on C-axis SP130 = SV003
Second position loop gain for cutting on C-axis SP131 = SV003
Third position loop gain for cutting on C-axis SP132 = SV003
Stop position loop gain for cutting on C-axis SP133 = SV003
C-axis position loop gain 2 SP165 = SV004
C-axis position loop gain 3 SP166 = SV057
(b) High-gain servo synchronous compensation
Set C-axis control specification SP129/bit3 according to the specifications of the servo drive
unit used for interpolation control with C-axis control.
Synchronous compensation valid = High-gain servo:
MDS-C1-V1/V2 (for high-gain setting), MDS-B-V14/V24
Synchronous compensation invalid = Standard servo:
MDS-C1-V1/V2 (for standard setting), MDS-B-V1/V2, MDS-B-SVJ2
(2) Gain parameters
The position loop gain and speed loop gain can be set according to each control state. Note that
when using SHG control for C-axis control, or when carrying out interpolation control with the servo
axis, the same value must be set in the position loop gain (SP003, SP130, SP131, SP132, SP133)
for each control state.
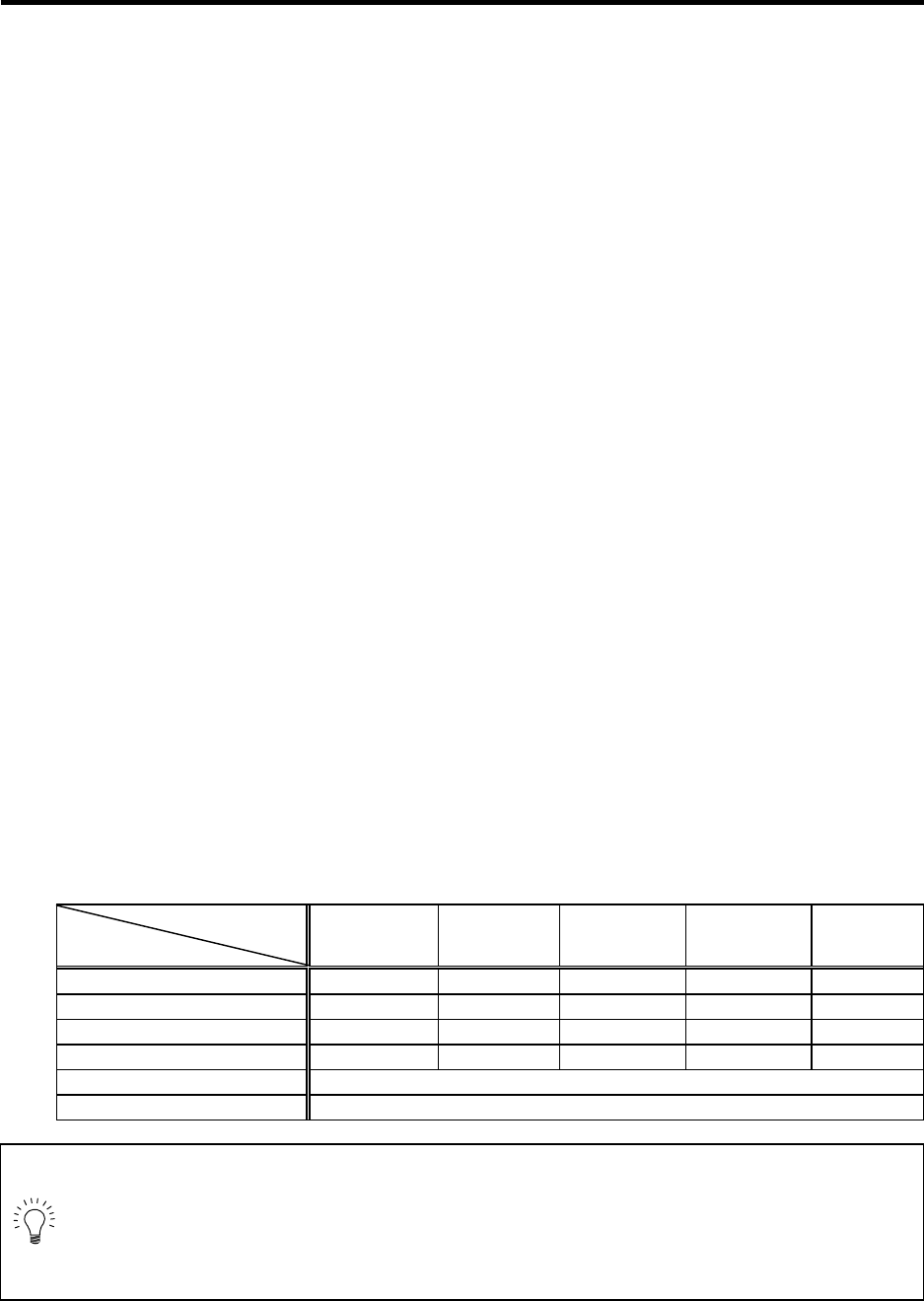
Gain parameter settings for C-axis control
Control state
Parameter
During
non-cutting
(rapid traverse)
No.1 gain
selection for
cutting control
No.2 gain
selection for
cutting control
No.3 gain
selection for
cutting control
When cutting
is stopped
Speed loop proportional gain SP134 SP137 SP140 SP143 SP146
Speed loop integral gain SP135 SP138 SP141 SP144 SP147
Speed loop delay compensation SP136 SP139 SP142 SP145 SP148
Position loop gain SP003 SP130 SP131 SP132 SP133
Position loop gain 2 SP165
Position loop gain 3 SP166
POINT
In order to perform C-axis interpolation with the servo axis, the position loop gain
settings for each C-axis control mode must match that of the servo axis where
interpolation occurs. If the servo axis is performing SHG control, the SP165 and
SP166 settings apply to all control modes. Therefore, the position loop gain values
for each control mode (SP003, SP130, SP131, SP132 and SP133) must be the same
as the position loop gain (SV003) for all the servo axes.
















































































































































































































































































































































































































