

















3. Setup
3 - 93
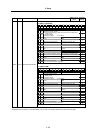
No. Abbr. Parameter name Details
Setting range
(Unit)
Standard
setting
SP130 PGC1
First position loop gain
for cutting control on
C-axis
Set the position loop gain when the first gain is selected
for C axis cutting.
1 to 100
(rad/s)
15
SP131 PGC2
Second position loop
gain for cutting control on
C-axis
Set the position loop gain when the second gain is
selected for C axis cutting.
1 to 100
(rad/s)
15
SP132 PGC3
Third position loop gain
for cutting control on
C-axis
Set the position loop gain when the third gain is selected
for C-axis cutting.
1 to 100
(rad/s)
15
SP133 PGC4
Stop position loop gain
for cutting control on
C-axis
Set the position loop gain for stopping when carrying out
C-axis cutting control.
1 to 100
(rad/s)
15
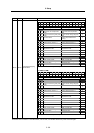
SP134 VGCP0*
C-axis non-cutting
control speed loop gain
proportional item
Set the speed loop proportional gain in C-axis non-cutting
control mode. 0 to 5000 63
SP135 VGCI0*
C-axis non-cutting
control speed loop gain
integral item
Set the speed loop integral gain in C-axis non-cutting
control mode.
0 to 5000 60
SP136 VGCD0*
C-axis non-cutting
control speed loop gain
delay advance item
Set the speed loop delay advance gain in C-axis
non-cutting control mode.
When this parameter is set to "0", PI control is exercised.
0 to 5000 15
SP137 VGCP1*
First speed loop gain
proportional item for
C-axis cutting control
Set the speed loop proportional gain when the first gain is
selected for C-axis cutting control.
0 to 5000 63
SP138 VGCI1*
First speed loop gain
integral item for cutting
control on C-axis
Set the speed loop integral gain when the first gain is
selected for C-axis cutting control. 0 to 5000 60
SP139 VGCD1*
First speed loop gain
delay advance item for
cutting control on C-axis
Set the speed loop delay advance gain when the first gain
is selected for curing on the C-axis cutting control.
When this parameter is set to "0", PI control is applied.
0 to 5000 15
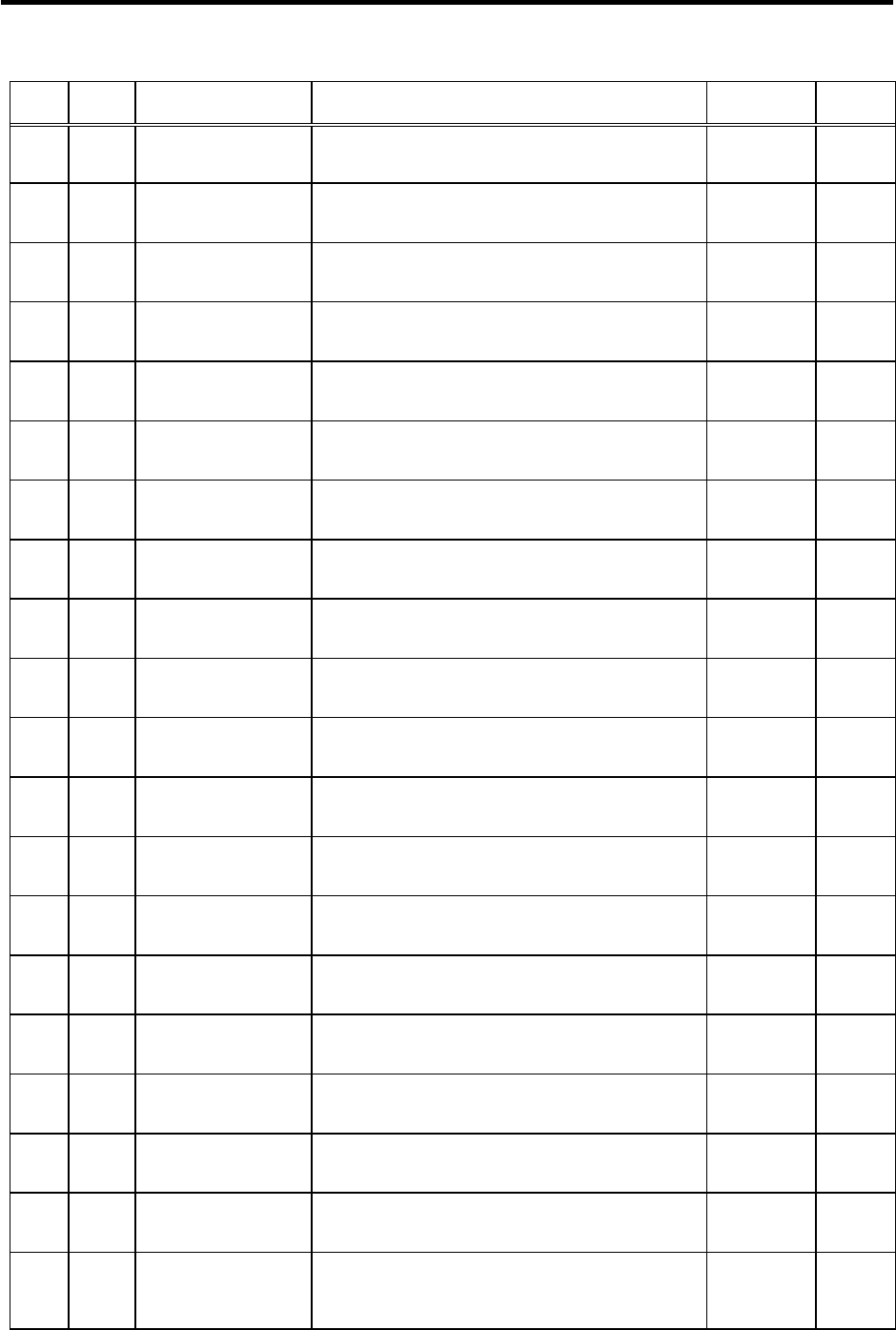
SP140 VGCP2*
Second speed loop gain
proportional item for
cutting control on C-axis
Set the speed loop proportional gain when the second
gain is selected for C-axis cutting control. 0 to 5000 63
SP141 VGCI2*
Second speed loop gain
integral item for cutting
control on C-axis
Set the speed loop integral gain when the second gain is
selected for C-axis cutting control. 0 to 5000 60
SP142 VGCD2*
Second speed loop gain
delay advance item for
cutting control on C-axis
Set the speed loop delay advance gain when the second
gain is selected for C-axis cutting.
When this parameter is set to "0", PI control is applied.
0 to 5000 15
SP143 VGCP3*
Third speed loop gain
proportional item for
cutting control on C-axis
Set the speed loop proportional gain when the third gain is
selected for C-axis cutting control. 0 to 5000 63
SP144 VGCI3*
Third speed loop gain
integral item for cutting
control on C-axis
Set the speed loop integral gain when the third gain is
selected for C-axis cutting control.
0 to 5000 60
SP145 VGCD3*
Third speed loop gain
delay advance item for
cutting on C-axis
Set the speed loop delay advance gain when the third
gain is selected for C-axis cutting control.
When this parameter is set to "0", PI control is applied.
0 to 5000 15
SP146 VGCP4*
Speed loop gain propor-
tional item for stop of
cutting on C-axis
Set the speed loop proportional gain when C-axis cutting
is stopped.
0 to 5000 63
SP147 VGCI4*
Speed loop gain integral
item for stop of cutting on
C-axis
Set the speed loop integral gain when C-axis cutting is
stopped. 0 to 5000 60
SP148 VGCD4*
Speed loop gain delay
advance item for stop of
cutting on C-axis
Set the speed loop delay advance gain when C-axis
cutting is stopped.
When this parameter is set to "0", PI control is applied.
0 to 5000 15
SP149 CZRN
C-axis control zero point
return speed
This parameter is valid when SP129 (SPECC)/bitE is set
to "0".
Set the zero point return speed used when the speed loop
changes to the position loop.
1 to 500
(r/min)
50
Parameters with an asterisk * in the abbreviation, such as OSP*, are validated with the NC power turned ON again.