5. Spindle Adjustment
5 - 56
(3) Disturbance observer
The disturbance observer estimates the disturbance torque and compensates accordingly, thereby
minimizing cutting time disturbance, frictional resistance, and torsion vibration. It is also effective in
suppressing vibration that is caused by speed advance compensation control.
The disturbance observer function is enabled in all control modes (not just the C-axis control)
during a spindle control input 4/bitF=1 (increased spindle hold force). The position loop gain and
speed loop gain settings are set separately during disturbance observer operation.
<Setting method>
[1] Calculate the inertia for all axes including the spindle motor, then set the motor inertia rate as
the disturbance observer load inertia rate (SP233) value.
[2] Set the disturbance observer low path filter frequency (SP234) to the observer filter band
(observer pole) value to suppress the estimated high-frequency disturbance and vibration. The
standard setting is "100".
[3] Set the disturbance observer gain (SP235) to the observer gain value. This activates the
disturbance observer function. Begin with a setting of "100", then, if no vibration occurs,
increase the setting value in increments of "50" to increase the compensation efficacy.
[4] If the disturbance observer setting facilitates vibration, decrease the speed loop gain
proportional item for increased spindle holding force (SP168) and the speed loop gain integral
item for increased spindle holding force (SP169) values by 10 to 20% at the same rate.
[5] Although the position loop gain can be set individually by the position loop gain for increased
spindle holding force (SP167) setting during disturbance observer operation, it should be set to
the same value as the other settings if the interpolation servo axis is performing SHG control.
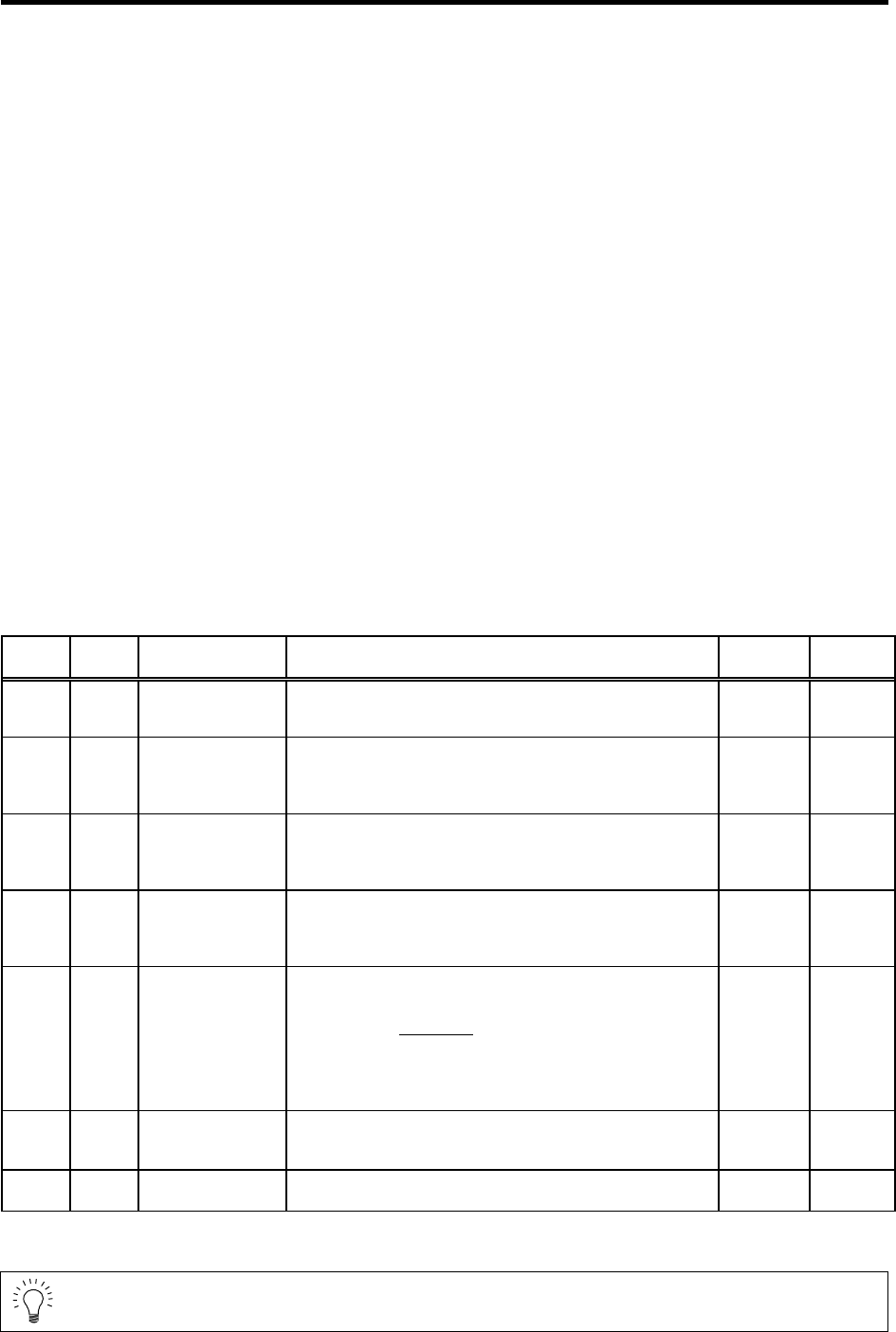
No. Abbr. Parameter name Details
Setting
range
Standard
SP167 PGU* Position loop gain for
increased spindle
holding force
Set the position loop gain for when the disturbance observer is
valid.
0 to 100
(rad/s)
15
SP168 VGUP* Speed loop gain
proportional item for
increased spindle
holding force
Set the speed loop gain proportional item for when the
disturbance observer is valid.
0 to 5000 63
SP169 VGUI* Speed loop gain
integral item for
increased spindle
holding force
Set the speed loop gain integral item for when the disturbance
observer is valid.
0 to 5000 60
SP170 VGUD* Speed loop gain
delay advance item
for increased spindle
holding force
Set the speed loop gain delay advance item for when the
disturbance observer is valid.
0 to 5000 15
Set "the motor inertia + motor axis conversion load inertia" in
respect to the motor inertia.
Jl+Jm
SP233 (JL)=
Jm
×100
SP233 JL* Disturbance
observer Load inertia
rate
Jm
Jl
: Motor inertia
: Motor axis conversion load inertia
0 to 5000
(%)
0
SP234 OBS1* Disturbance
observer low path
filter frequency
Set the frequency of the low path filter for when the disturbance
observer is valid.
0 to 1000
(rad/s)
0
SP235 OBS2* Disturbance
observer gain
Set the gain for the disturbance observer. 0 to 500
(%)
0
POINT
Disturbance observer control is valid in all control modes during a spindle control
input 4/bitF.
















































































































































































































































































































































































































