5. Spindle Adjustment
5 - 7
bit8. Torque limit 1 (TL1)
bit9. Torque limit 2 (TL2)
bitA. Torque limit 3 (TL3)
This signal is used to temporarily reduce the spindle motor's output torque such as when clamping
the spindle motor on the machine side. The torque limit is designated in percentage using the
motor's short-time rating as 100%.
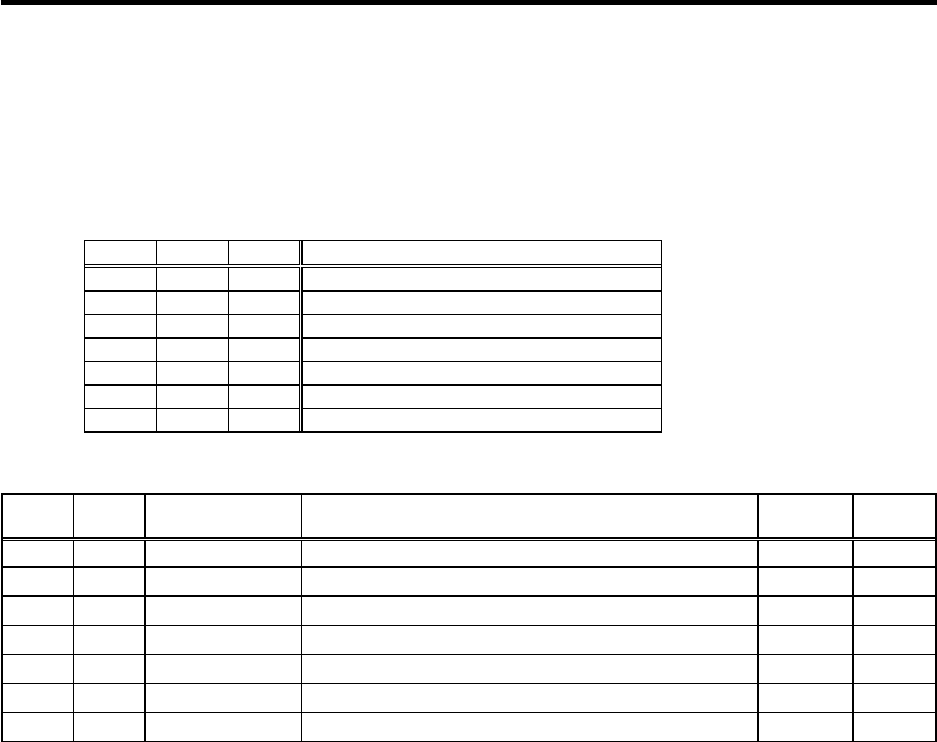
Set the SP021, SP049 to SP054 torque limit value with a combination of TL1 to 3.
TL3 TL2 TL1 Torque limit value
0 0 1 SP021
0 1 0 SP049
0 1 1 SP050
1 0 0 SP051
1 0 1 SP052
1 1 0 SP053
1 1 1 SP054
Related spindle parameters
No. Abbr. Parameter name Details
Setting
range
Standard
SP021 TLM1 Torque limit 1 Set the torque limit rate for the torque limit signal 001. 0 to 120(%) 10
SP049 TLM2 Torque limit 2 Set the torque limit rate for the torque limit signal 010. 0 to 120(%) 20
SP050 TLM3 Torque limit 3 Set the torque limit rate for the torque limit signal 011. 0 to 120(%) 30
SP051 TLM4 Torque limit 4 Set the torque limit rate for the torque limit signal 100. 0 to 120(%) 40
SP052 TLM5 Torque limit 5 Set the torque limit rate for the torque limit signal 101. 0 to 120(%) 50
SP053 TLM6 Torque limit 6 Set the torque limit rate for the torque limit signal 110. 0 to 120(%) 60
SP054 TLM7 Torque limit 7 Set the torque limit rate for the torque limit signal 111. 0 to 120(%) 70
bitB. Pole position check command (MAC) (only for MDS-C1-SPM)
When requesting pole position check from NC, pole position check is performed by turning ON this
signal. However, the pole position check is not performed when the check has already completed
(control output 1/bitB=1). When SP207≠0 is set, it stars automatically on the spindle drive unit side.
bitF. Cutting (G1)
This signal is used to determine whether cutting is taking place or not during C-axis control.
















































































































































































































































































































































































































