


















5. Spindle Adjustment
5 - 49
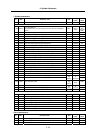
[4] The stopping position does not change even when the position shift parameter is changed.
Cause Investigation item Remedy Remarks
1 Parameter setting
values are incorrect
The position shift was changed to
2048 when the gear ratio between the
spindle and encoder was 1:2 (one
encoder rotation at two spindle
rotations).
If the gear ratio on the left is
established between the spindle
and encoder, the position shift
amount for one spindle rotation is
2048 instead of 4096.
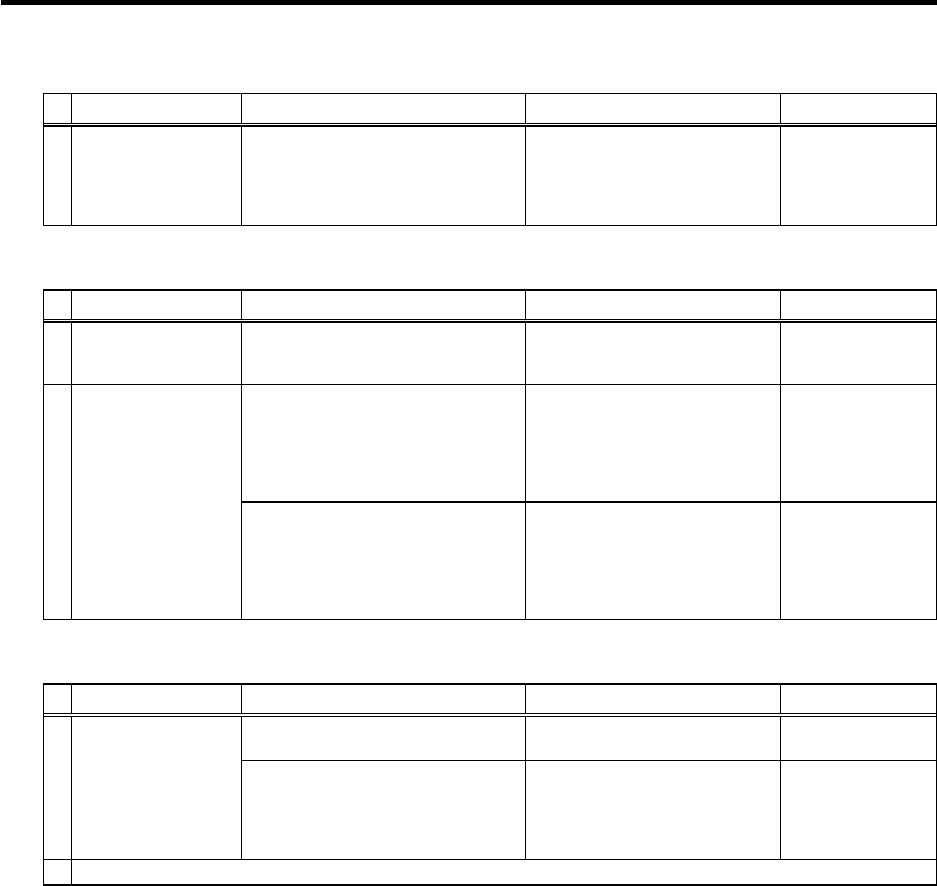
[5] The machine vibrates when stopping.
Cause Investigation item Remedy Remarks
1 Parameter setting
values are incorrect
The gear ratio parameters SP025
(GRA1) to SP032 (GRB4) are
incorrect.
Correctly set SP025 (GRA1) to
SP032 (GRB4).
2 The orientation
adjustment is faulty
The vibration frequency is several Hz. Decrease the position loop gain
parameters SP001 (PGM) and
SP002 (PGE).
Increase the current loop gain for
orientation parameters SP105
(IQGO) and SP106 (IDGO).
The vibration frequency is 10Hz or
more.
Decrease the speed loop gain for
orientation parameters SP098
(VGOP) and SP099 (VGOI).
Decrease the current loop gain for
orientation parameters SP105
(IQGO) and SP106 (IDGO).
[6] The orientation complete signal is not output
Cause Investigation item Remedy Remarks
1 The machine's load is
heavy
The in-position parameter SP004
(OINP) is too small.
Review the in-position range, and
increase SP004 (OINP).
State is improved if delay
compensation control is stopped
during orientation stopping.
(State is improved when changed to
PI control).
Review the values set for the
speed loop gain for orientation
parameters SP098 (VGOP),
SP099 (VGOI) and SP100
(VGOD).
2 Carry out the items for [1] Orientation does not take place (motor keeps rotating).