5. Spindle Adjustment
5 - 53
(5) Synchronous tap cutting operation
After adjusting the parameters, mount the tap and workpiece, and carry out actual cutting. Various
elements affect the tap cutting. Even if the synchronous accuracy (electrical accuracy) is good up
to this point, it may not enable cutting with a sufficient accuracy. Check the items in the following
table and improve the cutting accuracy.
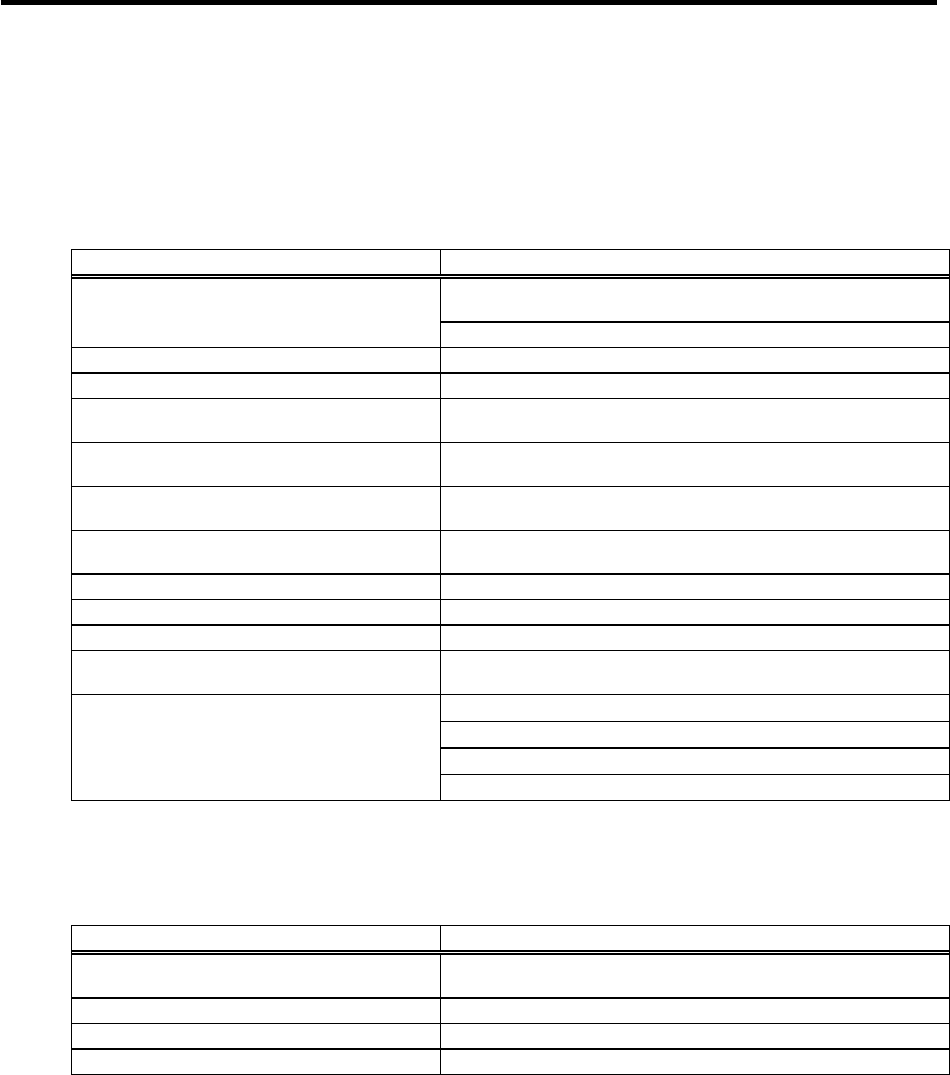
Investigation items for improving cutting accuracy
Investigation item Remedy
Use a spiral tape (recommended) with good cutting chip discharge
performance
1. The cutting chip discharge is poor (cutting
chips get caught)
Adjust the cutting speed to an appropriate value
2. The tap cutting performance is poor Replace the tap
3. The tap hole diameter is too large Set the tap hole diameter to an appropriate size
4. The spindle PLG waveform adjustment is
insufficient
Readjust the offset and gain
5. The servo axis backlash compensation
amount is incorrect
Adjust the backlash compensation amount
6. The servo axis pitch error compensation
amount is incorrect
Adjust the pitch error compensation amount
7. The acceleration/deceleration time constant is
short
Increase the acceleration/deceleration time constant to improve the
accuracy
8. The tap depth is too deep for the tap diameter Set the tap depth to up to 3-times the tap diameter
9. The spindle center deviates Check the tap mounting state
10. The spindle backlash is too large Improve the machine side
11. The spindle load inertia is too large (3-times or
more)
Try using fixed position loop excitation (SP193/bit3 = 1)
Note that vibration noise will be generated easily
12. The cutting load is large (50% or more)
The tap hole is too small → Check the tap mounting state
The spindle center deviates → Check the tap mounting state
The tap cutting performance is poor → Replace the tap
Try using fixed position loop excitation (SP193/bit3 = 1)
If the tap breaks, investigate the following items.
Investigation items when tap breaks
Investigation item Remedy
1. The program's screw pitch and tap pitch do not
match.
Set the program to the tap.
2. The tap center deviation is large Check the accuracy of the spindle and the tap mounting state
3. The tap hole is too shallow Drill the tap hole to an appropriate depth
4. The tap hole is too small Drill the tap hole to an appropriate size
















































































































































































































































































































































































































