



















4. Servo Adjustment
4 - 23
(1) Unbalance torque and frictional torque
Machine unbalance torque and frictional torque measurements are required before the LMC
compensation can be set. However, the horizontal axis unbalance torque is necessarily "0".
Carry out the reciprocating operation (approx. F1000) with the measured axis, and the load
current % value during constant-speed feed is measured at the NC servo monitor screen. The
unbalance torque and frictional torque at that time are expressed by the following formulas.
Unbalance torque (%) =
(+ feed load current %) + (- feed load current %)
2
Frictional torque (%) =
(+ feed load current %) - (- feed load current %)
2
Assume that the load current % was -55% in the + direction and -25% in the - direction
when JOG feed was carried out at approx. F1000. The unbalance torque and frictional
torque are as shown below.
Unbalance torque (%) =
(-55) + (-25)
2
= -40%
Friction torque (%) =
(-55) - (-25)
2
= 15%
(Example)
(2) Setting and adjusting LMC compensation type 2
<Setting method>
[1] Set the servo function selection 1 (SV027)/bit 9. (The LMC compensation type 2 will start).
[2] Set unbalance torque to the torque offset (SV032).
[3] Set a value double the friction torque to the lost motion compensation 1 (SV016). The SV016
setting value will be used for compensation in the positive and negative directions when the lost
motion compensation 2 (SV041) is 0.
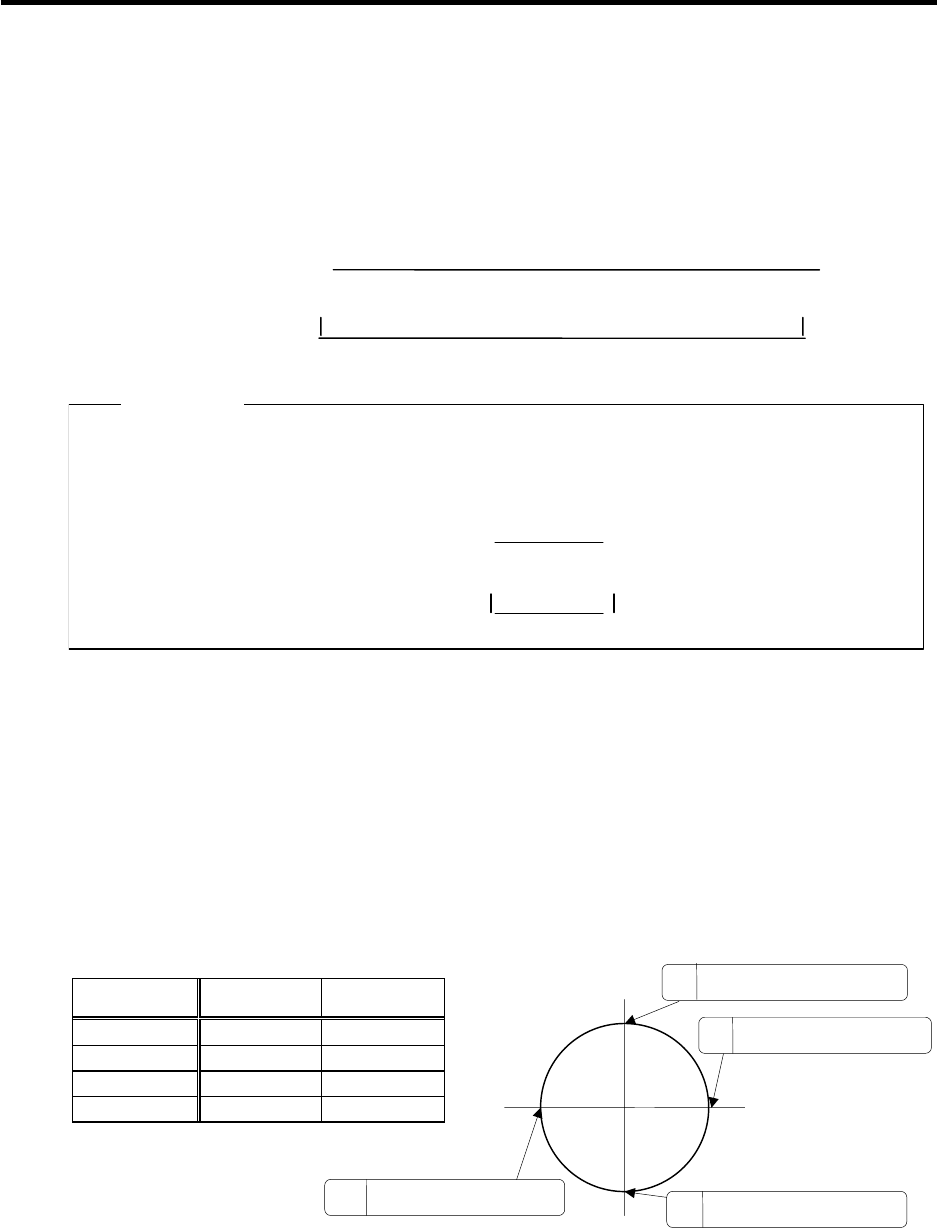
[4] Set SV041, when changing the compensation amount in the direction for compensation. The
setting of the compensation direction is shown below with the setting of CW/CCW in the NC
parameter. If compensating only one direction, set -1 to the side not to be compensated.
Compensation
point
CW CCW
A X axis: SV041 X axis: SV016
B Y axis: SV016 Y axis: SV041
C X axis: SV016 X axis: SV041
D Y axis: SV041 Y axis: SV016
+Y
-Y
+X
-X
A
The X axis command direction
changes from + to -.
D
The Y axis command direction
changes from + to -.
B
The Y axis command direction
changes from - to +.
C
The X axis command direction
changes from - to +.