



















5. Spindle Adjustment
5 - 33
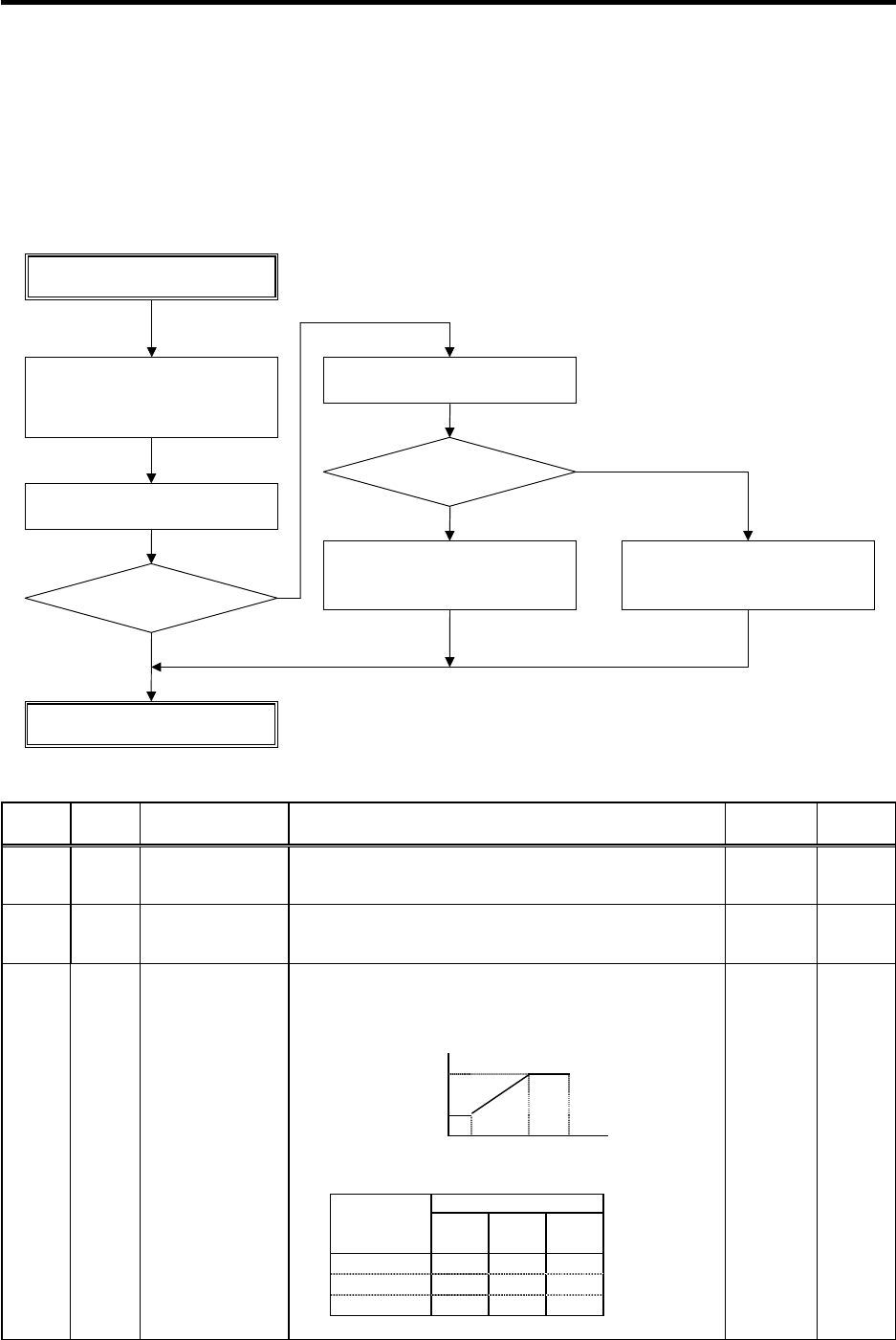
(7) Adjusting current loop gain
Although the default setting value is usually appropriate, an adjustment may be required if slight
vibration occurs at high spindle motor rotating. In such cases, adjust the target value of variable
current loop gain (SP069) parameter setting while observing the current waveform in the
high-speed range. Adjust until the output waveform to the spindle motor stabilizes.
Set the change starting/ending speed of variable current loop gain (SP067 and SP068) parameters
in accordance with the motor's maximum rotation speed.
No. Abbr. Parameter name Details
Setting
range
Standard
SP067 VIGWA* Change starting
speed of variable
current loop gain
Set the speed where the current loop gain change starts. 0 to 32767
(r/min)
0
SP068 VIGWB* Change ending
speed of variable
current loop gain
Set the speed where the current loop gain change ends. 0 to 32767
(r/min)
0
Set the magnification of current loop gain (torque component
and excitation component) for a change ending speed defined
in SP068 (VIGWB).
When this parameter is set to "0", the magnification is 1.
SP069×(1/16) fold
1-fold
SP067 SP068 SP017
SP069 VIGN* Target value of
variable
current loop gain
Setting value SP017(TSP)
Maximum motor
speed
SP067
(VIGWA)
SP068
(VIGWB)
SP069
(VIGN)
0 to 6000 0 0 0
6001 to 8000 5000 8000 45
8001 or more 5000 10000 64
0 to 32767
(1/16-fold)
0
Adjusting SP069
Vibration in current waveform?
SP069 adjustment completed
NO
NO
Measure acceleration/deceleration
waveform at high speed
Increase SP069 by +8.
YES
YES
Default settings in accordance
with motor's max. rotation speed
(SP067, SP068, SP069)
Improved?
A
djust by increasing the SP069
setting in increments of 8
A
djust by decreasing the SP069
setting in decrements of 8