4. Parameters (User)
4.2 Machining Parameters
I-154
# Item Contents Setup range (unit)
8107 R COMPENSATION 0: In arc cutting mode, the machine moves to the
inside because of a delay in servo response to
a command, making the arc smaller than the
command value.
1: In arc cutting mode, the machine
compensates the movement to the inside
because of a delay in servo response to a
command
0/1
8108 R COMP Select Specify whether to perform arc radius error
correction over all axes or axis by axis.
0: Perform correction over all axes.
1: Perform correction over axis by axis.
Note: This parameter is effective only when
#8107 R COMPENSATION is 1.
0/1
8109 HOST LINK Specify whether to enable computer link B instead
of the RS-232C port.
0: Disable computer link B to enable normal
RS-232C communication.
1: Enable computer link B to disable normal
RS-232C communication.
0/1
8110 G71/G72 POCKET Set the pocket machining if there is a dimple
(pocket) in the rough cutting cycle (G71, G72)
finishing program.
0: Pocket machining OFF
1: Pocket machining ON
0/1
8111 Milling Radius Select the diameter and radius of the linear axis for
milling (cylindrical/pole coordinate) interpolation.
0: All axes radius command
1: Each axis setting (follows #1019 dia diameter
designated axis)
Note: This parameter is valid only in the milling
(cylindrical/pole coordinate) interpolation
mode.
0/1
8112 DECIMAL PNT-P 0: The decimal point command for G04 address
P is invalidated.
1: The decimal point command for G04 address
P is validated.
0/1
8113 MillingInitG16 0: Plane other than
G16
1: Select G16 plane
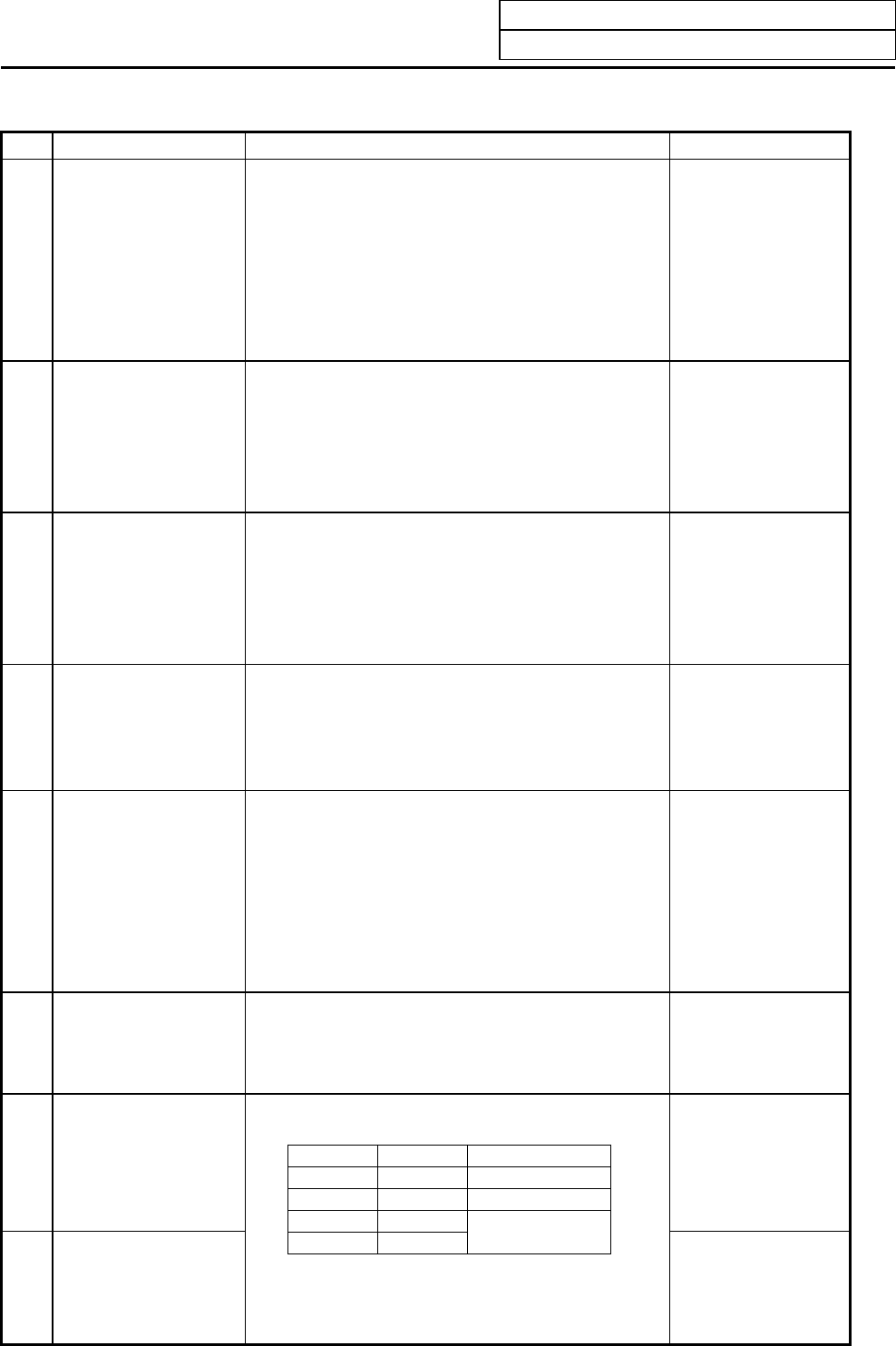
8114 MillingInitG19
Designate which plane to use for milling machining
after the power is turned ON or reset.
#8113 #8114 Plane
0 0 G17 plane
0 1 G19 plane
1 0
1 1
G16 plane
Note: This parameter is valid for the G code system
2, 3 (#1037 cmdtyp=3, 4).
0: Plane other than
G19
1: Select G19 plane
















































































































































































































































































































































































































































































































































































