



















6. Operation Panel Switch Functions
6.16 Deceleration Check
II-36
(4) Deceleration check in G1
→
G0, G1
→
G1 opposite direction movement reversal during
high-speed machining mode
• When the axis movement reverses to the opposite direction in a G1
→
G1 successive block during
the high-speed machining mode, the commanded deceleration will not take place even if G1Ipfg is
set to 1. Note that the G0Ipfg setting will be followed if the axis direction reverse to the opposite
direction in a G1
→
G0 successive block.
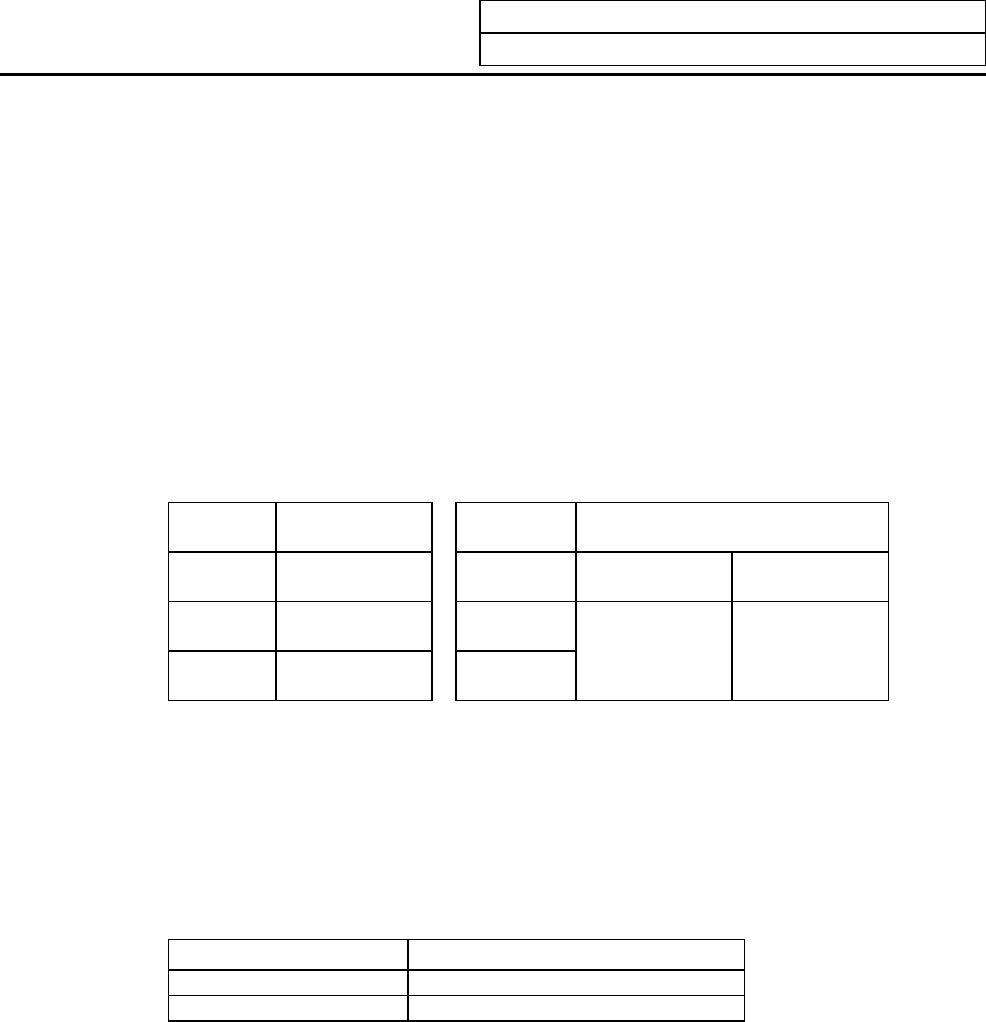
(5) Deceleration check in movement including spindle/C-axis
• The deceleration check in a movement command including the spindle/C-axis is as the table
described below when the following condition is fulfilled.
When the different values are set for the position loop gain in non-cutting mode (spindle parameter
#3203 PGCO) and the position loop gain in cutting mode (spindle parameter #3330 PGC1 to
#3333 PGC4).
That is because a vibration and so on occurs in the machine when the gain is changed during the axis
movement.
Parameter
Rapid traverse
command
Parameter
Other than rapid traverse command
(G1 : other than G0 command)
Inpos
(#1193)
G0
→
XX
(G0+G9
→
XX)
AUX07/BIT-1
(#1223/BIT-1)
G1
→
G0
(G1+G9
→
XX)
G1
→
G1
0
Command
deceleration check
0
1
In-position
check
1
In-position
check
(Applicable only to
SV024)
No deceleration
check
(Note 1) When G1 command is issued, the in-position check is performed regardless of the
deceleration check parameter.
(Note 2) XX expresses all commands.
(6) Deceleration check in polar coordinate interpolation / milling interpolation / cylindrical start /
cancel command
• The deceleration check in polar coordinate interpolation / milling interpolation / cylindrical start /
cancel command are as follows.
Parameter: #1223 aux07 BIT1 Deceleration check method
0 Command deceleration check
1 In-position check